
Elyaf lazerni kesish mashinasi yuqori kesish aniqligi, tor kesish tikuvi, silliq chiqib ketish yuzasi va yuqori samaradorlik kabi ko'plab afzalliklarga ega. Optik tolali lazerni kesish mashinasidan foydalanish xavfsizlik va atrof-muhitni muhofaza qilish nuqtai nazaridan muhim afzalliklarga ega. Kelajakdagi rivojlanish tendentsiyasida tolali lazerni kesish mashinasidan foydalanish asosiy oqimga aylanadi.
Kesish tezligi
Tez kesish tezligi lazerli kesishning afzalliklaridan biridir, ammo bu tezroq kesish tezligi yaxshiroq kesish sifatini ko'rsatadi degani emas. Ma'lum bir lazer kuchiga ega bo'lgan holda, chiqib ketish yuzasini chiroyli qilish va yuqori sifatli kesish ish qismini olish uchun kesish plastinkasiga muvofiq mos kesish tezligini tanlash kerak. Kesish tezligi mos yoki yo'qligini aniqlash uchun quyidagi usullardan foydalanish mumkin va keyin kesish tezligini sozlash mumkin.
1. Kesuvchi uchqunni kuzating. Kesish tezligi mos bo'lganda, kesish uchqunlari yuqoridan pastgacha teng ravishda tarqaladi; Kesish tezligi juda tez bo'lsa, kesish uchqunlari egilib qoladi; Kesish tezligi juda sekin bo'lsa, kesish uchqunlari bir joyga to'planadi, diffuz emas va bir nechta.
2. Kesuvchi plastinkaga e'tibor bering. Kesish tezligi mos bo'lsa, bo'lim nisbatan barqaror chiziqni taqdim etadi va pastki yarmida cüruf yo'q. Agar kesish tezligi juda tez bo'lsa, u kesib o'tolmasligi va uchqunlar tasodifiy püskürtülmesi mumkin; Ba'zi joylarni kesish mumkin, boshqalari esa yo'q; Kesish qismi dimlangan yo'l bo'lib, pastki qismida cüruf hosil bo'ladi. Agar kesish tezligi juda sekin bo'lsa, bu haddan tashqari erish, qo'pol kesish qismi va kengroq kesish tikuviga olib keladi.
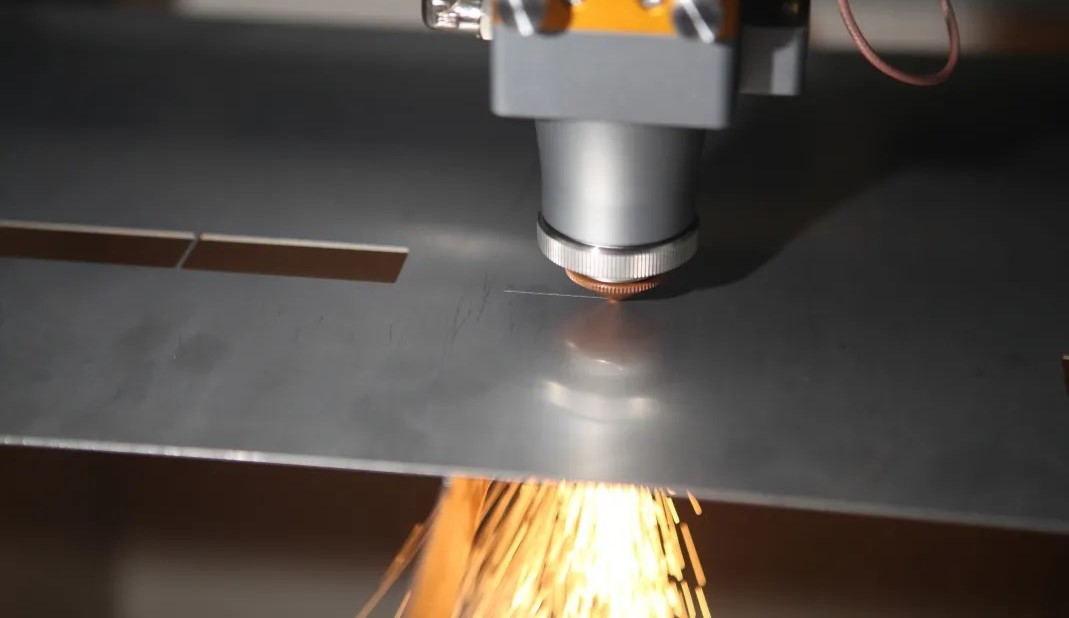
Yagona diffuziya uchquni
Ko‘krak va ko‘krak balandligi
Ko'krak nur va yordamchi gaz kanali sifatida ishlatiladi. Ko'krakning shakli, diafragma va balandligi kesish effektiga ta'sir qiladi. Ko'krak asosan gaz tarqalishi maydoni va hajmini nazorat qiladi, shu bilan kesish sifatini nazorat qiladi; Ob'ektivni ifloslantirish uchun shlak va boshqa narsalarning yuqoriga ko'tarilishi va ko'krakdan o'tishining oldini oling. Umuman olganda, ingichka plitalarni kesishda kichik diametrli nozul kichik defokuslash miqdori uchun tanlanadi; Katta diafragma nozul qalin plitalarni kesish uchun zarur bo'lgan katta yoriq va yorug'lik joyi tufayli tanlangan.
Ko'krak bir qavatli va ikki qavatli bo'linadi. Bir qatlamli lazerli nozul eritish va kesish uchun ishlatiladi, ya'ni azot metall lazerni kesish uchun yordamchi gaz sifatida ishlatiladi, asosan zanglamaydigan po'lat va alyuminiy plitalarni kesish; Ikki qavatli lazerli nozul odatda oksidlanishni kesish uchun ishlatiladi, ya'ni kislorod uglerod po'latini kesish uchun yordamchi gaz sifatida ishlatiladi.
Ko'krak balandligi - bu ko'krak chiqishi va ish qismi yuzasi orasidagi masofa. Kesishda bu balandlik odatda 0.3mm-0.8mm qilib belgilanadi. Agar u juda past bo'lsa, ko'krak ish qismining yuzasi bilan osongina to'qnashadi. Agar u juda yuqori bo'lsa, yordamchi gazning kontsentratsiyasi va bosimi pasayadi, natijada kesish sifati pasayadi. Teshilish vaqtida hosil bo'lgan cürufning linzaga qaytishiga yo'l qo'ymaslik uchun ko'krak balandligi to'g'ri ko'tarilishi mumkin.
Fokus pozitsiyasi
Kesishning haqiqiy nol fokusini tekshirgandan so'ng, haqiqiy kesish jarayonida biz kesish ish qismini yaxshiroq kesish effektiga ega bo'lish uchun tegishli fokus holatini o'rnatishimiz kerak:
1. Nolinchi fokus: diqqat nozik plastinkalarni kesish uchun mos bo'lgan ish qismining yuzasiga qaratilgan.
2. Salbiy fokus: fokus ish qismining yuzasi ostida, odatda ish qismi qalinligining 1/2-2/3 qismida bo'ladi, shuning uchun silliq sirt diapazoni katta va tirqish nol fokusdan kengroq bo'ladi.
3. Ijobiy fokus: diqqat ish qismining yuqori yuzasiga qaratilgan bo'lib, u odatda qalin plastinka uglerod po'latini kesish uchun qo'llaniladi (qalin plastinka katta kerfni talab qiladi va salbiy fokus uglerod po'latining yonishiga olib keladi).
Himoya gaz bosimi
Yordamchi gaz bosimining o'lchami tolali lazerni kesish mashinasining kesish ta'siriga ham ta'sir qiladi. Havo bosimini sozlash ham kesish effektini yaxshilashi mumkin.
Havo bosimining etarli emasligi: havo bosimi etarli bo'lmaganda, kesish natijasida hosil bo'lgan cürufni olib tashlash mumkin emas, bu esa kirib borishi qiyin, natijada kesish yuzasida shlak hosil bo'ladi; Kesish tezligini oshirib bo'lmaydi, bu kesish samaradorligiga ta'sir qiladi. Umuman olganda, yupqa plitalarni yuqori tezlikda kesishda, kesish tikuvining orqa qismidagi cürufni oldini olish uchun yuqori havo bosimi talab qilinadi; Material qalinroq yoki kesish tezligi sekinroq bo'lsa, havo bosimini mos ravishda kamaytirish mumkin.
Juda yuqori havo bosimi: havo bosimini oshirish kesish tezligini ma'lum darajada yaxshilashi mumkin, ammo ortiqcha havo bosimi uning o'rniga kesish tezligini pasaytiradi. Buning sababi shundaki, yuqori bosim ostida juda tez gaz oqimi sovutish effektini kuchaytiradi va hatto nur energiyasining diqqat markazida bo'lishiga xalaqit beradi, bu esa kesish sifati va samaradorligini pasayishiga olib keladi. Shu bilan birga, havo bosimi juda yuqori bo'lsa, kesish yuzasi qalinroq bo'ladi va kerf kengroq bo'ladi.
Xulosa
Zo'r metall lazerni kesish uskunasi tanlangan va kesishdan oldingi tekshiruvdan o'tkazildi. Lazerni kesish jarayoni parametrlari kesish paytida haqiqiy vaziyatga qarab sozlanishi va eng mos kesish parametrlari aniq ilovalardagi haqiqiy vaziyatga qarab tanlanishi kerak. Har safar ishlab chiqarishda kesish jarayonini optimallashtirish ham uzoq muddatli barqarorlik va etakchilikni saqlashning muhim vositasidir.
HGTECH haqida: HGTECH Xitoyda lazer sanoat qo'llanilishi bo'yicha kashshof va yetakchi va global lazerni qayta ishlash yechimlarining nufuzli yetkazib beruvchisi. Biz aqlli ishlab chiqarish uchun umumiy echimlarni taqdim etish uchun lazerli aqlli uskunalar, o'lchash va avtomatlashtirish ishlab chiqarish liniyalari va aqlli zavod qurilishini har tomonlama tashkil qildik.



